






 咨询热线:
咨询热线: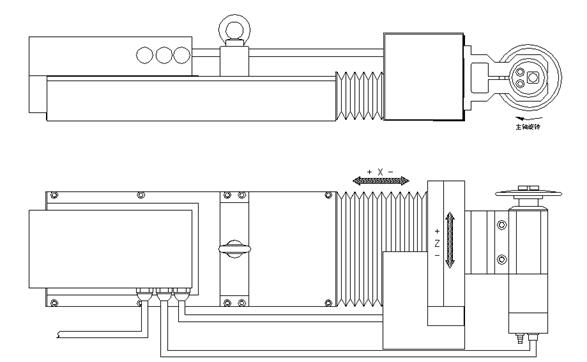
修整器由主机、电控柜组成。
主机有两个传动轴X,Z,由伺服电机驱动,并带有防撞装置。一个高速变频主轴。

主机
电柜内安装有传动轴、主轴的驱动器和集成控制系统。
规格
电网频率 50/60Hz
功率因素 0.8
输入电压(控制系统) 220V
允许波动 +10%---15%
电柜尺寸(l×w×h) 500×500×1000mm
显示屏 8.4”液晶彩屏
存储容量 8个区的电子盘
补偿数据16组
存储程序个数 系统标准配置63个
主机外形尺寸 (l×w×h) 630×220×125mm
主机重量 40Kg
X轴******行程 110mm
Z轴******行程 60mm
金刚石滚轮直径 92mm(不得小于60mm)

电控柜
设备安装
通过安装附件将修整器安装在砂轮主轴的后侧,安装前根据滚轮的大小在砂轮罩壳上开出相应的空槽。
1.根据磨床空间确定修整器安装位置(安装后修整器主轴中心与砂轮主轴中心等高、对应平行);
2.安装附件时根据砂轮主轴找正安装基面,并用销固定;
3.在附件平面上固定修整器,且使修整器主轴与砂轮主轴平行(误差小于0.02mm);
4.连接修整器主轴冷却水循环管路;
5.将主机各电缆与电柜相对应端连接(按标识)。



参考数控系统说明,在电动状态,用遥控器手动操作相应运动轴将滚轮分别从左、右两个方向边转动(用手拨动滚轮)、边靠近砂轮侧面,直至滚轮与砂轮轻接触,记下各位置坐标值在Z1、Z2,对Z轴坐标值并取中,将滚轮移至Z轴坐标(Z1+Z2)/2 处,此时的Z1、Z2 均为相应位置的显示值含正负号。再移动X轴将滚轮同样接近砂轮并记录坐标值X1。则该点为系统工件坐标原点坐标为〔-(X1+r),-(Z1+Z2)/2〕,r为滚轮的刀具半径值。
注意:滚轮从侧面接触砂轮时,应保持滚轮面的对称性,不得将X轴前进过多,否则滚轮的斜面与砂轮接触使得对中坐标不准确。左右两侧X轴进给时最好取同样的值。

